Digital transformation of panel production for cleanrooms
8.12.2020
Marko Smolec
R&D robotics and automation

Software icon design
The line for the production of cleanroom panels has since the very beginning integrated high technology and enabled the production of all sizes and types of panels, regardless of material, filling, openings, etc. Its work is constantly improved by us tracking production, downtime and iterations, production cycle is shortened and maintenance costs reduced, without the quality of the final product being affected.
To minimize the possibility of human error, speed up the Design-to-Production process, and ultimately reduce the chain of people needed to produce a panel, three applications have been developed that make this possible.
PanelEx is a software that makes it easy to draw a cleanroom panel and parameterize it down to the smallest detail, including openings. The program is designed to work project-based, so it is possible to make a whole series of panels and obtain the necessary documentation for commissioning. We are constantly improving it with additional functionalities. In the near future, the same software is planned to be used for our other products as well, such as doors.
Once we have a table with a list of cleanroom panels to be produced, either generated by Revit, production preparation or PanelEx application, we simply generate the required machine code (G code) for production via the PanelGen application. Other than significant savings in employees’ working hours, upsides of PanelGen are the elimination of human error and creation of the necessary programs to work without any knowledge or experience in programming. The same allows that in the event of an emergency or crisis situation in production, an authorized person can easily place an order in production.
Finally, once we have everything defined in terms of production, the only thing left is the palletization of the order. So as to optimally and easily compile the pallet list, PanelStack was developed. PanelStack is software that defines the order of production of cleanroom panels according to project requirements and creates a graphic display and production sequence of each pallet. In addition to creating documentation, the program simultaneously communicates with process devices and robots on the line. Thus each device is instructed in what comes to its workplace next and reports back by means of the same communication channel what is complete and arranged on the pallet.
Through many examples in industry where a poor or unprotected industrial network has been the cause of major downtime and even indirect cause of danger to employees, security on the communication level is imposed as a priority for urgent and well-structured implementation in production. In addition to the above mentioned, the same network will be used for real-time monitoring, maintenance and service of lines directly from a remote department in Samobor, thus reducing the need for travel and additional costs.
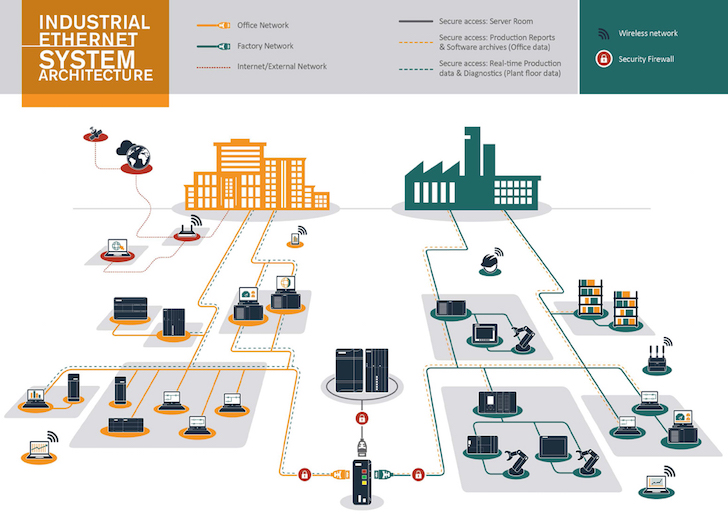
Information Technologies (IT) Vs Operational Technologies (OT)
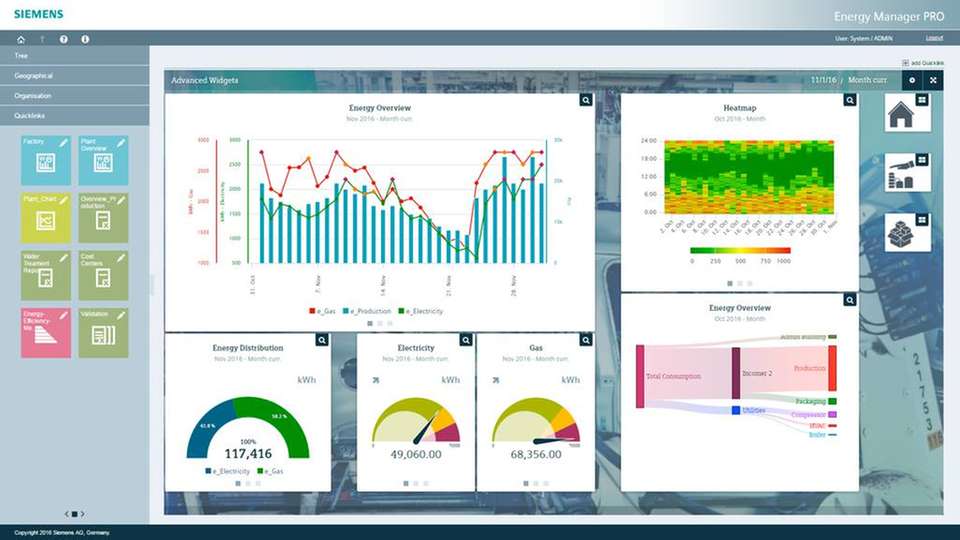
Example of Energy Management Software
R&D robotics and automation
Software icon design
The line for the production of cleanroom panels has since the very beginning integrated high technology and enabled the production of all sizes and types of panels, regardless of material, filling, openings, etc. Its work is constantly improved by us tracking production, downtime and iterations, production cycle is shortened and maintenance costs reduced, without the quality of the final product being affected.
To minimize the possibility of human error, speed up the Design-to-Production process, and ultimately reduce the chain of people needed to produce a panel, three applications have been developed that make this possible.
PanelEx is a software that makes it easy to draw a cleanroom panel and parameterize it down to the smallest detail, including openings. The program is designed to work project-based, so it is possible to make a whole series of panels and obtain the necessary documentation for commissioning. We are constantly improving it with additional functionalities. In the near future, the same software is planned to be used for our other products as well, such as doors.
Once we have a table with a list of cleanroom panels to be produced, either generated by Revit, production preparation or PanelEx application, we simply generate the required machine code (G code) for production via the PanelGen application. Other than significant savings in employees’ working hours, upsides of PanelGen are the elimination of human error and creation of the necessary programs to work without any knowledge or experience in programming. The same allows that in the event of an emergency or crisis situation in production, an authorized person can easily place an order in production.
Finally, once we have everything defined in terms of production, the only thing left is the palletization of the order. So as to optimally and easily compile the pallet list, PanelStack was developed. PanelStack is software that defines the order of production of cleanroom panels according to project requirements and creates a graphic display and production sequence of each pallet. In addition to creating documentation, the program simultaneously communicates with process devices and robots on the line. Thus each device is instructed in what comes to its workplace next and reports back by means of the same communication channel what is complete and arranged on the pallet.
OT network (operational technologies)
The main prerequisite for further improvement and digitization of the entire line and the production process itself is communication between all system components (controllers that control over 80 active axes on the line for cleanrooms). Through close cooperation with Siemens d.d. we are working on the integration of secure and efficient communication in an industrial environment, whose main focus is reliable and time-critical data transmission. Unlike an IT network, short-term interruptions in communication can cause major difficulties and downtime in production.Through many examples in industry where a poor or unprotected industrial network has been the cause of major downtime and even indirect cause of danger to employees, security on the communication level is imposed as a priority for urgent and well-structured implementation in production. In addition to the above mentioned, the same network will be used for real-time monitoring, maintenance and service of lines directly from a remote department in Samobor, thus reducing the need for travel and additional costs.
Information Technologies (IT) Vs Operational Technologies (OT)
Energy Management Software
An energy management system, EMS, is currently being developed, which will be implemented throughout the plant, and a pilot project on the cleanroom panel production line. The system will actively collect data on consumption and losses of all forms of energy in the plant. The obtained information will be processed and used for optimization and prediction of consumption, as well as smart planning of maintenance and production costs. As the fastest return on investment, we see reductions in the direction of leakage and waste of energy during the plant’s low operation mode, which will bring significant savings immediately after implementation. All of the above is of great importance, both for financial and production (electricity quality, voltage failures, power outages, etc.) and for the environmental aspect, which is gaining relevance in the global vision of Klimaoprema and in the requirements of customers and business associates.Example of Energy Management Software